

artigo traduzivel:
| ""Saw Blades e Sharp Teeth |
| Eu comecei a trabalhar em um projeto para um presente de Natal no último fim de semana, e estava no processo de cortar algumas tábuas grandes ao tamanho quando percebi que minha serra não estava cortando muito bem. Olhei para a lâmina de serra e fiquei surpreso. Que bagunça. Não acredito que não tenha percebido isso antes. Mas esse tipo de coisa acontece tão devagar que você nem percebe que está acontecendo"". continua no link |

figura ilustrativa não faz parte da materia
http://www.woodworkingtips.com/etips/etip35.html
aqui um otimo artigo sobre escolher a lamina
Tirando o Guesswork de Saw Blades - Selecionando a Lâmina Direita
de uma olhada nos links que estão assinalados em vermelho no texto do artigo, vai leva-lo a outras informações.

Lâminas de serra de precisão GUHDO
Estamos felizes em anunciar que este artigo foi apresentado no fabricante de cabeleireiro FDM em novembro de 14. Aqui está o texto original na sua totalidade.
Com a infinidade de lâminas de serra disponíveis no mercado hoje, pode ser assustador para o usuário escolher a lâmina certa para a aplicação certa. Uma vez que as lâminas feitas em chinês infiltraram-se fortemente na indústria de produtos de madeira com preços baixos nos últimos anos, tornou-se ainda mais difícil determinar qual lâmina está certa. Preços baixos podem ser muito tentadores! Visualmente, as lâminas podem ser difíceis de diferenciar, uma vez que todas são circulares, todas têm um buraco no centro, e todos têm dentes ao redor da circunferência - é sobre onde as semelhanças terminam.
O que faz uma lâmina de serra uma lâmina de precisão ? Começa com a placa de serra, ou seja, o corpo. Quanto maior o diâmetro da lâmina de serra, mais importante é a qualidade da placa. A tensão do corpo de serra, que o mantém plano e funcionando é primordial para alcançar um bom acabamento e manter a qualidade do corte durante a vida da lâmina de serra. Uma vez que a placa é entortada ou "comprimida", as chances de corrigir a tensão diminuem com sucesso eA lâmina se torna inútil. Uma placa de serra de qualidade contará com slots de expansão que ajudam a reduzir o ruído e dispersar o calor criado durante o corte, permitindo que a placa se contrate e se expanda conforme necessário durante o ciclo de corte.
A geometria do dente, o tamanho e o grau de carboneto utilizados também são importantes para examinar de perto. A geometria do dente correta é essencial para obter a qualidade de acabamento desejada no produto que está sendo cortado - mais sobre isso em um minuto. O tamanho da ponta de carboneto determinará quantas vezes uma lâmina pode ser afiada, de modo que uma ponta menor será normalmente vista em uma lâmina menos dispendiosa. (ou seja, menos carboneto = menor custo) O grau de carboneto utilizado é algo que não pode ser discernido pelo olhar visual ... e a diferença pode ser bastante surpreendente entre uma lâmina de serra de grau industrial e uma feita para o mercado de fazer você mesmo / retalhista . O carboneto de tungstênio é produzido pela ligação de partículas de carboneto duro com aglutinantes metálicos e a qualidade, aglutinantes e tamanho de partícula utilizados desempenham um papel no desempenho final da ponta de corte de uma lâmina. Algumas notas de carboneto são muito mais adequadas do que outras máquinas, por exemplo, materiais compósitos. O mesmo se aplica a madeira maciça, madeira macia, etc. Uma lâmina de uso geral é, como o próprio nome indica, projetada para assumir qualquer tarefa e fornecer resultados médios ... não foi projetado para maximizar o desempenho ou terminar.
Para aplicações de corte de maior volume e exigentes, a escolha da lâmina direita irá reduzir o corte inferior de uma lâmina e garantir um corte preciso e um bom acabamento superficial. Abaixo estão algumas das geometrias dos dentes mais populares e seus usos.

Moagem de dente plana
Flat Grind Esta lâmina com dentes planos é projetada para rasgar madeira sólida. Um corte rip é simplesmente um corte de separação que é feito na mesma direção, ou seja, paralelo ao grão da madeira. Este design particular, com a "juba" no ombro atrás do dente (o termo técnico é "chip limitor") é ajudar a reduzir as chances de retrocesso material ...... aqui é uma ótima explicação sobre esse fenômeno.

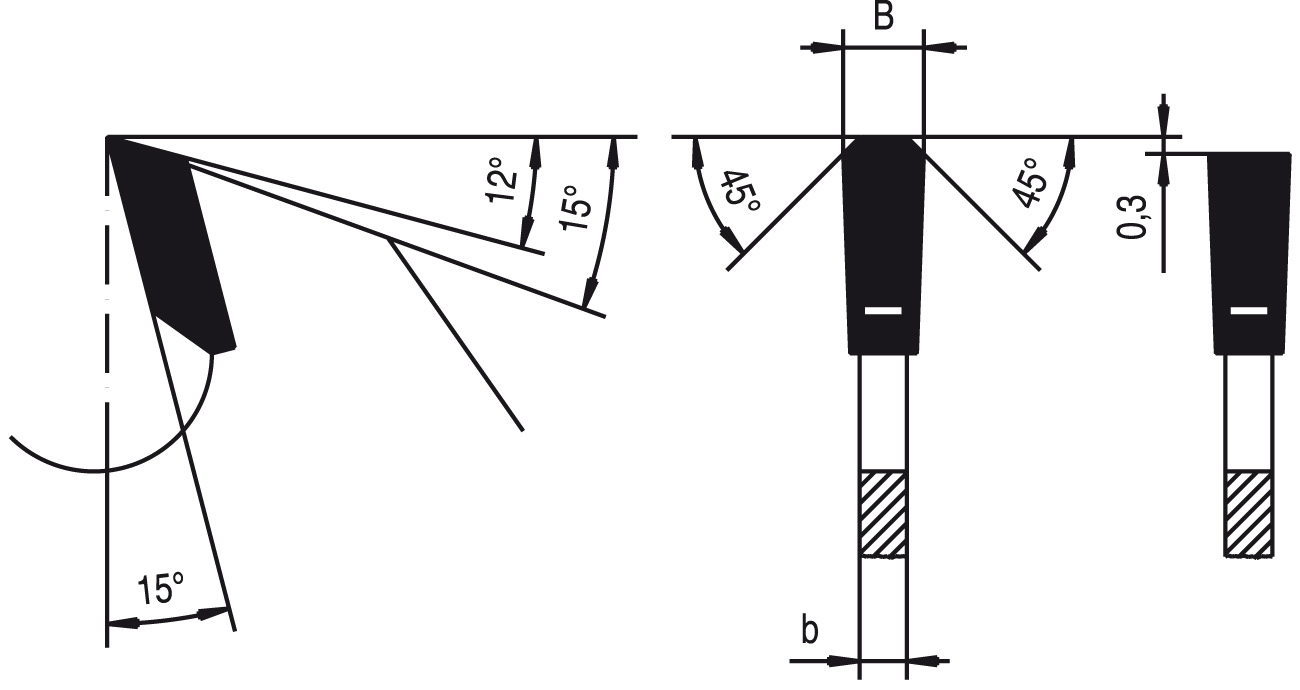
ATB Grind
ATB Grind O desenho do dente mostrado à esquerda é um bisel superior alternativo, ATB para baixo, e usado principalmente para cortar madeira sólida (folhosa e madeira macia), contraplacado, folheados, treliças e outros materiais homogêneos. As pontas alternadas, uma à esquerda, uma à volta de toda a circunferência da lâmina, fornecem a melhor superfície ao cortar a madeira na direção oposta do grão. Algumas lâminas de serra rip especiais também apresentam este design ATB, no entanto, eles terão gullets mais profundos (o "vale" entre os dentes) para garantir que os chips evacuem o corte e não gerem calor.
TCG Dente Moagem
TCG Grind Esta geometria da ponta da lâmina de serra é uma trituração tripla (TCG) comumente usada para cortar metais não ferrosos e materiais compósitos tais como painéis laminados, MDF e outros materiais de painel. Se o material tiver um laminado de ambos os lados, então este design não seria a melhor escolha, a menos que a máquina em que é usado tenha uma unidade de sondagem de ponta que precute a parte inferior do painel quando a lâmina sair do material. Observe que um dente tem os cantos chanfrados e o próximo dente é um pouco mais baixo e plano. Eles se alternam dessa maneira em torno da circunferência da lâmina e esta geometria serve para evitar o corte no acabamento da superfície superior (assim como o fundo quando uma lâmina de pontuação é usada).

Gruta de rosto oco
Hollow Face Grind . Este estilo de dente foi desenvolvido especificamente para cortar painéis revestidos (laminados) em uma serra de mesa ou serra vertical, para fornecer um corte limpo na parte superior e inferior do painel quando a máquina em que é usado não possui uma lâmina de pontuação. A desvantagem de uma lâmina de rosto oco é que apenas poucas pessoas de nidificação de serra têm a capacidade de afiar esta lâmina adequadamente. Requer uma moagem de rosto (é necessário um acessório de moagem rotativo especial) sempre que a lâmina é afiada ou a performance sofrerá.

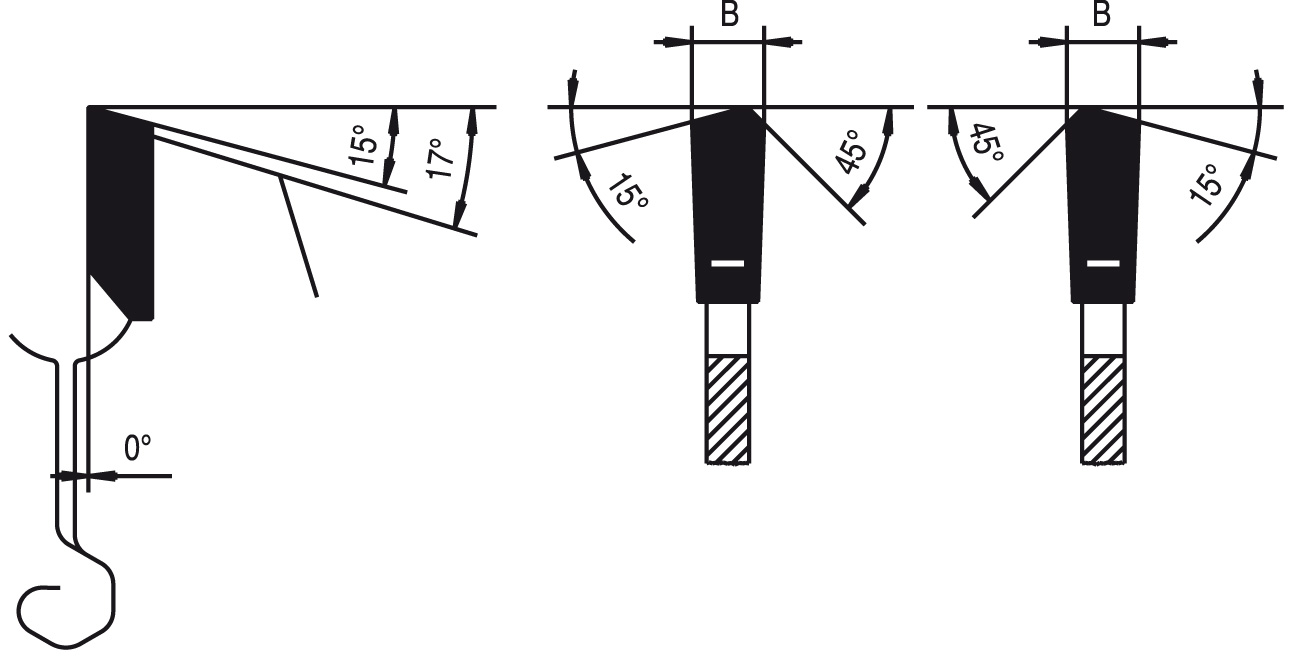
Hi-ATB Grind
Hi-ATB Grind. O ATB Hi-angle foi desenvolvido como uma alternativa à lâmina da face oca devido a dificuldades em obter uma lâmina de rosto oco afiada adequadamente. A moagem HI-ATB fornece o mesmo corte limpo na parte inferior do painel quando a lâmina sai do material, mas esse design também tem um lado negativo. Devido ao ângulo de corte muito agressivo na ponta, a lâmina não fica afiada, enquanto uma lâmina ATB padrão ou TCG.
O acima mostra as geometrias dos dentes de serra mais populares no mercado. Existem muitas mais variações para aplicações especiais que fazem melhorias adicionais para o desempenho de corte para materiais muito específicos, como modificação do ângulo de gancho / rake, ângulos de depuração, tamanho do gullet, limitadores de chip, adicionando slots de limpador etc.
Por exemplo, uma moagem de ATB modificada com um ângulo de gancho de zero ângulo funciona muito bem no material de superfície sólida (como Corian) e acrílicos e parece uma lâmina ATB com os pontos separados e chanfrados.
Modificação ATB modificada para material de superfície sólida
Em resumo, existem muitos fatores que determinam o quão bem uma lâmina de serra irá realizar no processo de corte, então, se uma serra estiver em uso muito, é de extrema importância que a lâmina direita esteja sobre ela para economizar dinheiro, melhorar a eficiência, Qualidade e acabamento e redução de tempo de inatividade
http://www.woodworkingtips.com/etips/etip35.html
Nenhum comentário:
Postar um comentário